Introduction of vacuum casting equipment |
Homepage > Products > Vacuum casting equipment |

Introduction of vacuum casting equipment
The latest manufactured automatic molds turnover machine by using manipulator of V-process, was successful in commissioning at Xuzhou Guanhua Machine Group on April, 2014.
Two sets of 10t/h two-shift outside cooling cupola and a V-process moulding line in Peixian Dongming Foundry CO.,Ltd.
V-process means vacuum sealed moulding process. The flask is Filled in original dry sand (without adhesive, no mixing) ,and be covered and sealed by plastic film at both ends. Evacuating air from flask, the relative motion between sand will be lost under a certain degree of vacuum, thus forming the mould. This method is recognized as the most advanced physical moulding way in the world.
1, Brief introduction
Vacuum Process Molding
Filled dry sand(without adhesive, no mixing) in the flask, both sides of flask are covered with plastic film, and evacuated air inside, under a certain vacuum cindition sand will lose relative motion, and then forming a mold.
In 1970s, Japanese invented this technology, and put into production quickly, which caused a great reaction on international foundry industry, other countries all began to research and develop. Our country introduced this technology and equipments in 1980s, at the same time, foundry researchers of Shanghai, Wuhan, Beijing, Shenyang, Hefei were working on their production and testing equipments. Recently, our country has introducted and homemade more than 200 vacuum process lines(except brief vacuum line), produced many kinds of castings, such as counterweight block, bathtub,valve body and chassis...
Vacuum process molding is suit for casting steel, iron, non-ferrous metals. It has high dimensional accuracy, low surface roughness, less casting defects, and it is easy operated, costed less, and need no mixing sand, becomes more and more popular in Chinese foundry industry.
Since 1989, our company had cooperated with foreign manufacturers, absorbed their advanced technology, and researched vacuum molding equipment which were suitable for our country. For Chinese, or joint venture, or foreign-capital enterprises of domestic construction machinery, mining-machinery, petroleum machinery, machine tool, automobile, high speed railway components, shipbuilding etc, we had already produced more than 110 two-shift or four-shift rotary molding machines and two-shift trolley molding lines, nearly 120 sand preparation lines, which could produce iron castings, steel castings and alloy castings. We also had got 8 patents for invention and utility models, and had been responsible for drafting 8 technical standards of machinery industry standard of People’s Republic of China. (This standard was projected in 2009, published in 2014, and forced on 1st July 2014). Our company is the first researched, designed and produced complete sets of V-process equipment, our products are complete, advanced, stable and reliable. We have the best service, largest numbers of users, highest evaluation, and high market share. We can provide services of consult, design, produce, install and test for you, it’s a pleasure for us to cooperate with you.
|
2, The principle of V-process
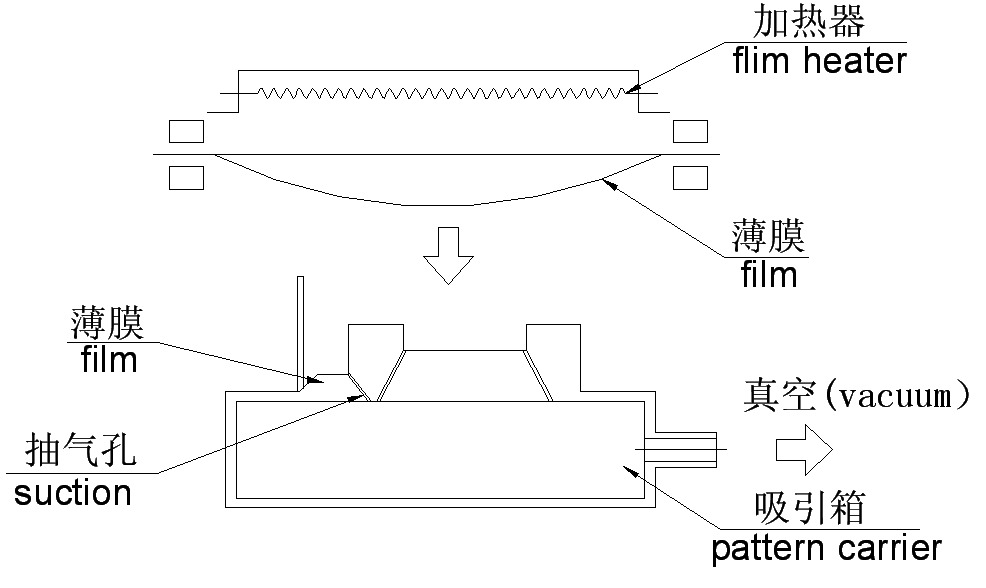
2.1, Pattern and film heating
1) Fix pattern on the pattern carrier, and drilling holes on the pattern
2) Heating the film
3) Cover the heated film on the pattern
(attached figure 1)
|
|
|
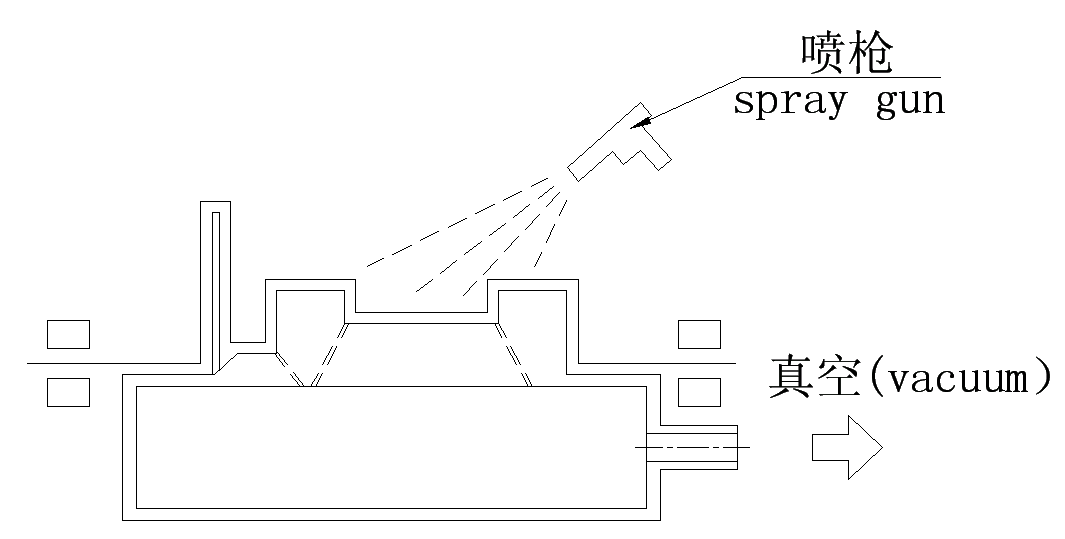
2.2, Film forming and spraying coating Spraying coating on the formed film (attached figure 2) |
|
|
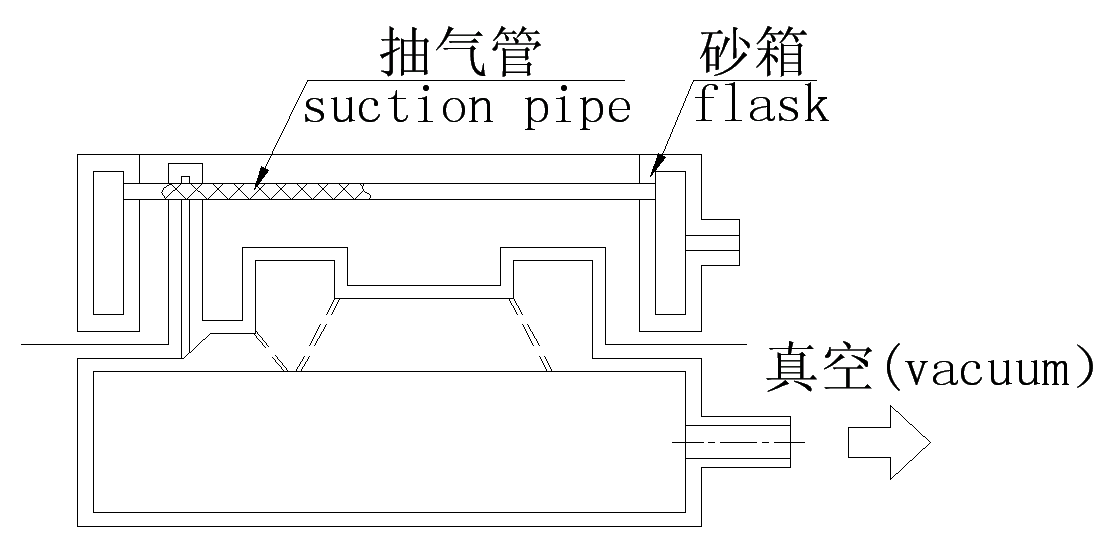
2.3, Place the flask 1) Keep the pattern carrier under negative pressure 2) Putting the flask on the pattern which had covered by film and coating (attached figure 3) (figure 3) |
|
|
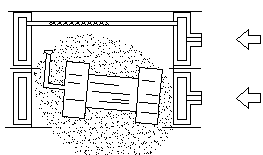
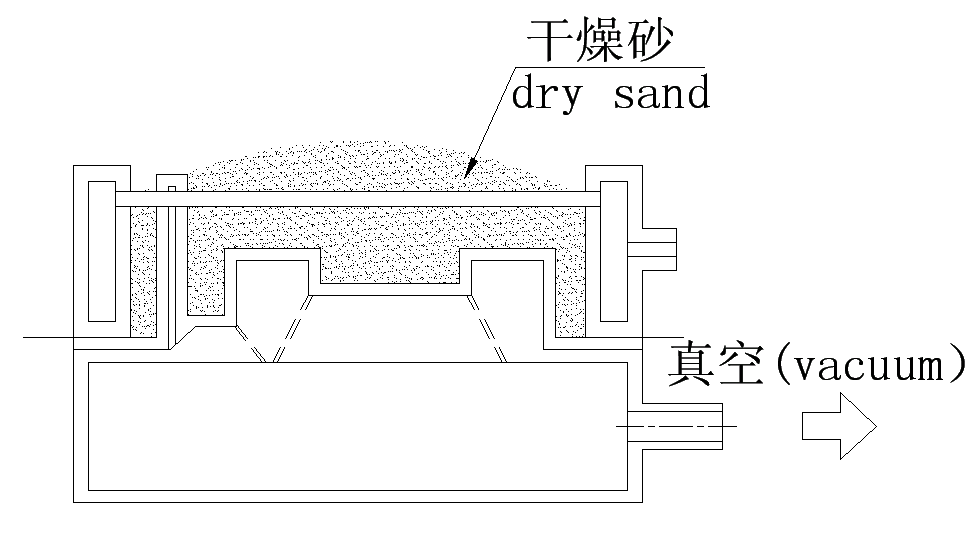
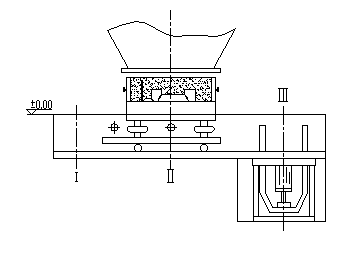
2.4, Vibrating and sand filling 1) Keep the pattern carrier under negative pressure 2) Filling the dry sand of appropriate mesh into the flask 3) Vibrating to improve sand density (attached figure 4) |
|
|
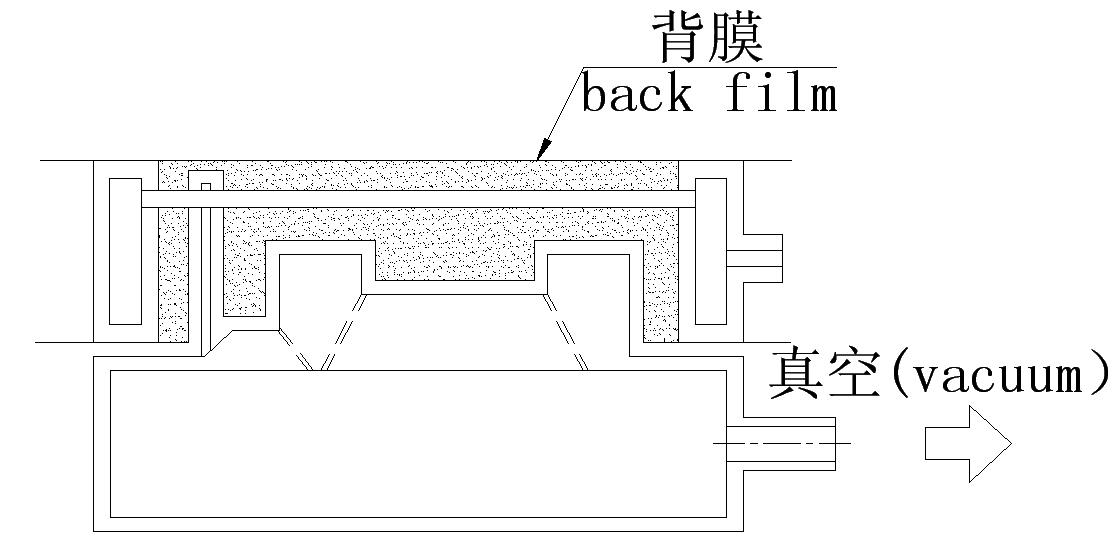
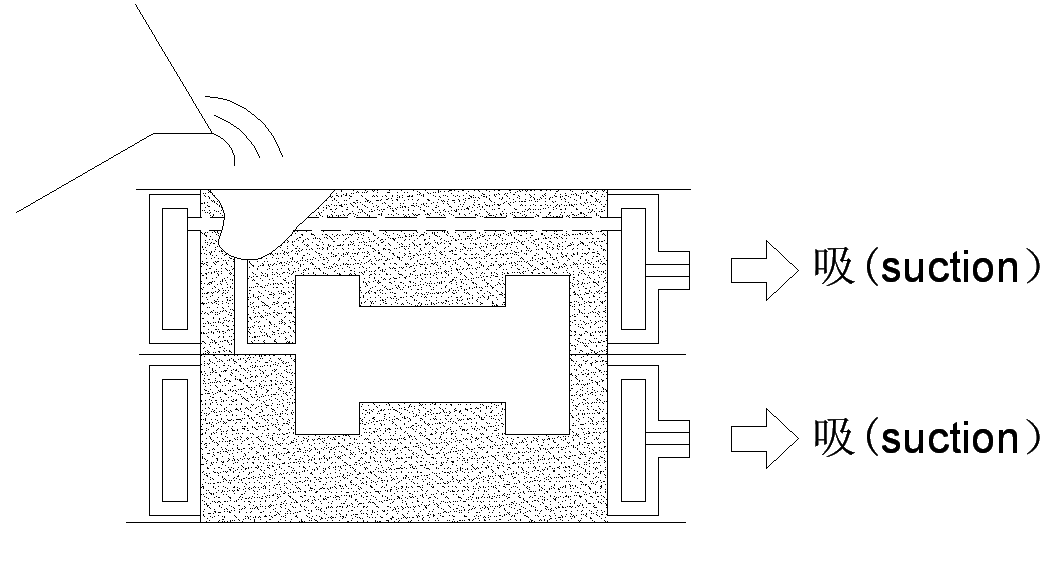
2.5, Covering back film 1) Bulldozing the surface of mold 2) Covering the plastic film on the back of flask 3) Connected the flask with vacuum system (attached figure 5) |
|
|
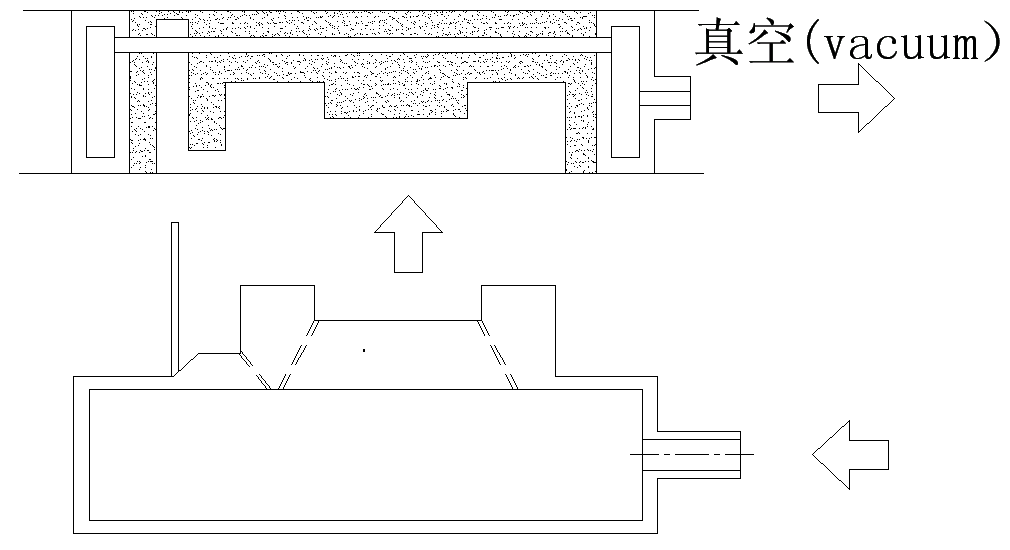
2.6,Stripping 1)Relieving negative pressure of pattern carrier, pattern lose the attraction of EVA film 2)Stripping, and then molding completed. (attached figure 6) |
|
|
2.7, Assembling flasks and pouring 1) Molding the upper part and lower part mold in the same way 2) Assembling flasks with dowel pins, fastening the upper and lower parts 3) Pouring under negative pressure. (attached figure 7) |
|
|
2.8,Shakingout 1) After cooling for a specific time, relieved negative pressure of flask, sand will fall down with cast under normal pressure. 2) Sundries (like waste plastics, iron slag) are sieved from sand, sand will be reused after cooling. (attached figure 8) |
 |
3, Characteristics and casting quality of V-process
3.1, Process characteristics
1) Generally we use dry sand, which without adhesive and no mixing, so we don’t need any equipments for mixing, magnetic separation and aeration of wet casting sand.
2) Under a specific vacuum degree, sand compaction and surface hardness are better than multiple contact high-pressure molding, it can make sure the dimensional accuracy of casting.
3) Molding cavity is shaped by plastic film, iron melt has good fluidity, it can ensure thin-wall castings precise shaped and high surface quality.
4) Model can be made by wood, metal and resin, but you need to pay attention to structure and strength of the model, use dry timber, and open air exhaust holes accroding to the shape of model, in order to keep film molding.
5) Pouring system usually is open type, has steps of skimming slag and opening slag. The thermoplastic film should not be baked by high temperature iron melt for a long time, so the casting speed should be faster and not allowed to dry up.
6) Iron melt is cooling in the mould, at the beginning it’s cooling quickly, and then transfered heat by the casting itself and cooled slowly, therefore tha hardness of casting is slightly lower, tensile strength increased, chilling tendency is small, but the speed fo cooling thin-wall casting is higher than wet casting.
7) Sand core has no special requirements, but it need to be painted fireproof coating, the quantity of sand cores is the less the better, the plastic film has a good molding performance, recess holes on some castings don’t need set cores and absorbed moulding directly.
8) Vacuum degree have high and low types, moulding and pouring castings must under high vacuum degree, after pouring and before opening flask, you can use a low vacuum degree.
9) Vacuum pump has niose, and dust will be discharged when moulding, shankeout and sand preparation, you should take measures for enviromental protection.
10) The processes of shankeout, sand preparation and cleaning are simpler than green sand casting, and investment of equipments is much less.
3.2,Product quality of V-process
1) Casting surface is clean, smooth, outline clearly, acute angle and convex parts are filled fully. When moulding crafts, the outine is meticulous and clear, which can be in accordance with the prototype.
Surface roughness(GB6060.1—85)
Steel casting and thick iron casting: Ra25-50μm
Middle and small iron casting, non-ferrous foundries: Ra6.3-25μm
2) Dimension of casting is accurate, with less even no machine work, so that the precision of casting weight is high.
Dimensional tolerance of casting(GB6414—86)
Vacuum casting: CT 7—9
Manual sand casting: CT 11—13
Weight tolerances for castings(GB/T 11351—89): MT 7—9
3) We basically eliminate defects of cavity surface problems, like air holes, blowholes, burning-on, extras.
4) Recently, our country have been produced thin-wall castings(like bathtub casting, δ=5-6mm), thick castings(like counterweight, stamping δ=300-400mm, tens of kilograms to tens of tons weighted), slender castings(like track switch casting, 5-6m length) , and irregular shape castings(like pump shell, impeller)by using V-process. But V-process isn’t suitable for moulding castings which have complex cavity shape, too many cores and light weight .
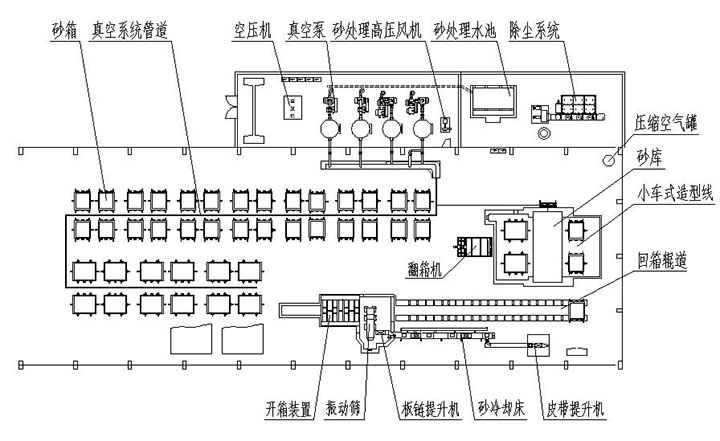
4, Technological processes and affiliated equipments
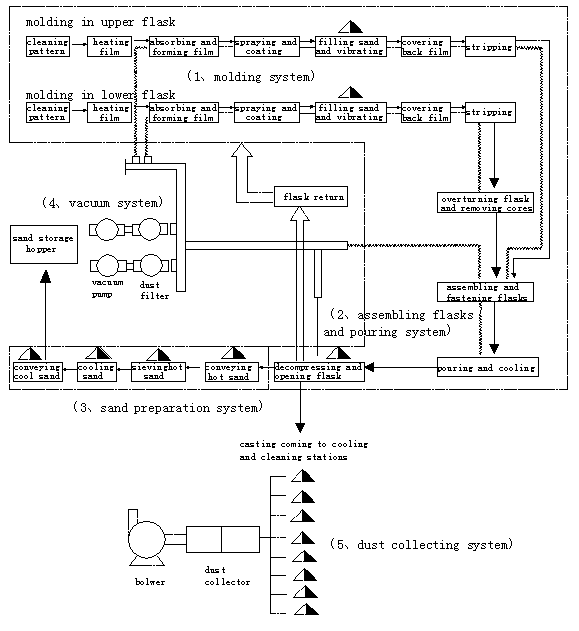
4.1, Technological processes chart
4.2, Fundamentals of affiliated equipments
1) Equipments of molding system
|
NO |
Constituents of molding machines |
Productivity |
Flask size |
Remark |
|
① |
Trolley type molding machine |
6-8 |
Accroding to requirement |
Upper and lower flasks molding respectively, high productivity |
|
② |
Rotary molding machine |
4-6 |
Accroding to requirement |
Have two stations, four stations, eight stations, upper and lower parts molding on the same machine |
|
③ |
Simple molding machine with one vibrating table |
1-2 |
No requirement |
Low productivity, complex operation, more dust |
① Trolley type molding machine
|
NO |
Equipment |
Type specification |
Quantity |
Characteristics |
|
1 |
Sand hopper |
Capacity accroding to processing technique |
1 |
Double chamber , with level indicator |
|
2 |
Sand filler |
Flask size |
2 |
Pneumatic opening and closing, with dust extracted hole |
|
3 |
Trolley type vibrating table |
Table accroding to flask |
2 |
Motor-driven, motor vibrating, three position stop |
|
4 |
Movable film heater |
Flask size |
1 |
Electric moving, pneumatic lifting, ohmic heating 45-200kw |
|
5 |
Stripping machine (upper part) |
Size accroding to flask |
1 |
Penumatic mandril synchronous lifting, strokes accroding to process |
|
6 |
Stripping machine (lower part) |
Size accroding to flask |
1 |
Penumatic mandril synchronous lifting, strokes accroding to process |
|
7 |
Mold turnover machine |
|
1 |
|
|
8 |
High pressure airless spray gun |
Import machine |
1 |
|
|
9 |
Repair frame for turnover |
|
1 |
Steel structure |
|
10 |
Control system |
|
1 |
Electric cabinet, pneumatic cabinet, operation cabinet, secondary wiring |
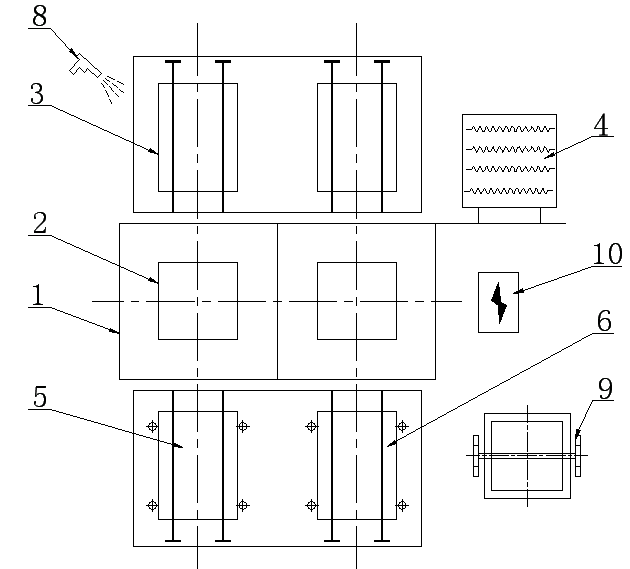
Station Ⅲ:covering back film, pouring, stripping
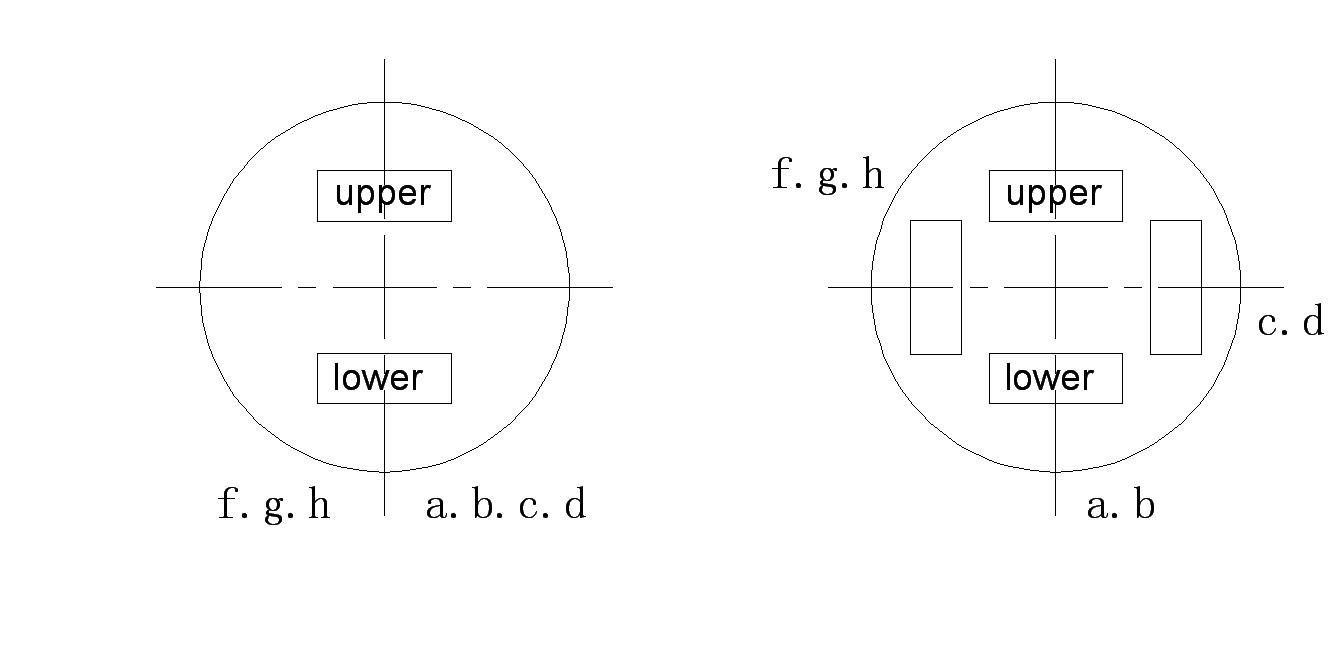
② Rotary molding machines
Accroding to varieties and productivity of castings, the operation process can be divided into two stations and four stations turnable, the more detailed station devision, the larger size of rotary.
|
a |
Cleaning pattern |
|
b |
Powder separator |
|
c |
Heating and forming film |
|
d |
Spraying paint and putting flask |
|
f |
Bulldozing sand |
|
g |
Covering back film |
|
h |
Stripping |
|
NO |
Equipment |
Type specification |
Quantity |
Characteristics |
|
1 |
Sand hopper |
Capacity accroding to processing technique |
1 |
Single chamber , with level indicator |
|
2 |
Sand filler |
Flask size |
1 |
Pneumatic control, with dust extracted hole |
|
3 |
Rotating platform |
Two stationsФ5000
Four stationsФ8000
|
1 |
Mechanical drive, or pneumatic drive |
|
4 |
Fixed vibrating table |
Table accroding to flask |
1 |
motor vibrating, air spring lifting and buffering |
|
5 |
Return arm heater |
Flask size |
1 |
ohmic heating 45~60kw, pneumatic lifting |
|
6 |
Stripping machine |
Size accroding to flask |
1 |
Penumatic mandril synchronous lifting, strokes accroding to process |
|
7 |
High pressure airless spray gun |
Import machine |
1 |
|
|
8 |
Repair frame |
|
1 |
Steel structure |
|
9 |
Control system |
|
1 |
Electric cabinet, pneumatic cabinet, operation cabinet, secondary wiring |
③Simple molding machine with one vibrating table
|
NO |
Equipment |
Type specification |
Quantity |
Characteristics |
|
1 |
Fixed vibrating table |
Table accroding to flask |
1 |
motor vibrating, air spring |
|
2 |
Film heater |
Movable type or return arm type |
1 |
ohmic heating, manual lifting |
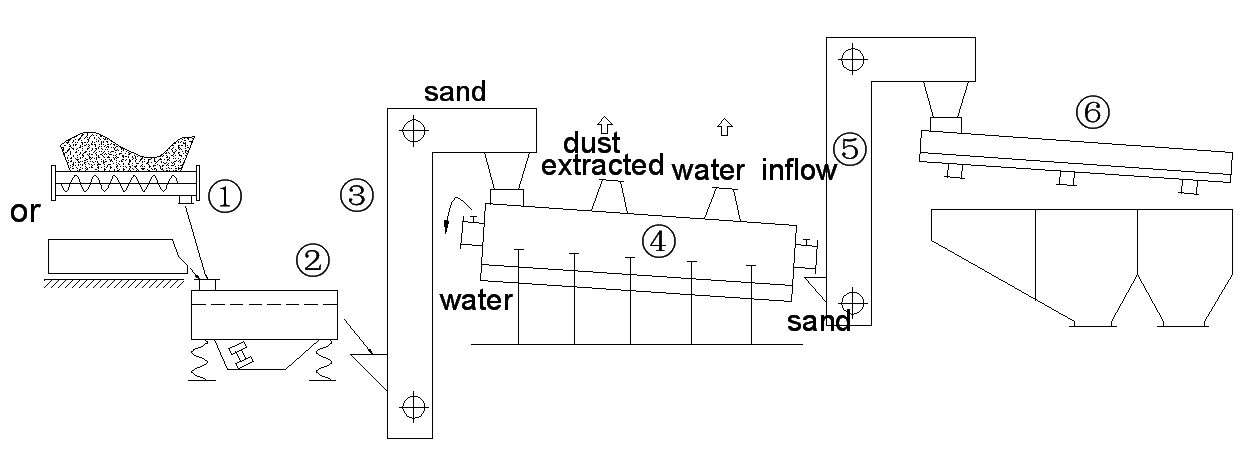
2) sand cooling and conveying system equipments
|
NO |
Equipment |
Type specification |
Quantity |
Characteristics |
|
1 |
Rotating conveyor (heat resistant) |
Ф300、Ф400、Ф500 |
1 |
Filling rate:100%, without hanging bearing, heat-resisting:320℃ |
|
1* |
Vibrating screen |
400、560 |
1 |
|
|
2 |
Vibrating screen
(heat resistant)
|
700、800、900 |
1 |
Heat resistant screen, V-process only |
|
3 |
Chain elevator
(heat resistant)
|
200、250、300 |
1 |
Upper drive tension |
|
4 |
Sand cooling bed |
20t/h、30t/h、40t/h |
1 |
hot sand, multi tube water cooled heat transfer |
|
5 |
Bucket elevator |
200、250、300 |
1 |
Upper drive tension |
|
6 |
Air conveying tank device |
200、250 |
1 |
Wind boiling conveying, multi point pneumatic discharge |
|
7 |
High pressure blower |
50m3/min,80m3/min,120m3/min |
1 |
P=1500mmH2O, centrifugal |
|
8 |
Electric control system |
|
1 |
Electric cabinet, secondary wiring |
|
9 |
Pneumatic control system |
|
1 |
|
In addition, water circulation system matching cooling bed includes cold and hot plunges, water pump and cooling tower, they also need to be ordered.
3) shakeout device and roller conveyor
①shakeout device: including dust cap, shakeout, grid, sand hopper, etc. Accroding to the operation process, we can set crane and manipulator on some positions.
②roller conveyor: double row rollers type and hand push type roller(design accroding to flask outside size).
4) flask and hoist tools
①flask for V-process: double layer box structure, exhausting air from side and front of flask, it has high intensity, high stiffness and high pumping rate, with dowel pins, one-way valve and lifting trunnion.
②pole type lifting tool, design as hanger shaft, use for molds turnover and conveying.
5) vacuum pump and vacuum pipe system
Two types of vacuum degree:
High vacuum degree: -450~-500mmHg, for molding, pouring and shakeout
Low vacuum degree: -250mmHg, for solidification and cooling casting after pouring.
① vacuum pump
We usually use water-cycle vacuum pump and roots (dry) vacuum pump, domestic SK water-cycle pump is used on little batch manufacturing, roots (dry) vacuum pump is used on mass priduction line. The types of domestic vacuum pumps are all on the figure, for reference only.
|
Type |
specification |
Maximum capacity |
Ultimate vacuum pressure |
Rotational speed |
Power |
Caliber |
water consumption |
manufacturer |
|
Water-ciecle |
SK-12 |
12 |
-700 |
970 |
22 |
100 |
80 |
Foshan |
|
SK-15 |
15 |
-680 |
735 |
30 |
150 |
80 |
Xinxiang |
|
|
SK-20 |
20 |
-690 |
960 |
40 |
150 |
80 |
Xinxiang |
|
|
SK-27 |
27 |
-650 |
490 |
45 |
200 |
165 |
Foshan |
|
|
SK-42 |
42 |
-670 |
490 |
55 |
200 |
200 |
Foshan |
|
|
SK-60 |
60 |
-650 |
420 |
90 |
250 |
210 |
Foshan |
|
|
Roots (dry) pump |
RRD-125V |
14.5 |
-500 |
1750 |
22 |
125 |
|
Zhangqiu |
|
RRD-150V |
21.4 |
-500 |
1450 |
30 |
150 |
|
Zhangqiu |
|
|
RRE-150V |
34.1 |
-500 |
1250 |
45 |
150 |
|
Zhangqiu |
|
|
RRE-190V |
43.6 |
-500 |
1250 |
55 |
200 |
|
Zhangqiu |
|
|
RRME-250V |
63.2 |
-500 |
970 |
75 |
250 |
|
Zhangqiu |
|
|
RRMF-300V |
98.1 |
-500 |
970 |
110 |
300 |
|
Zhangqiu |
② vacuum pipes
Including: dust lifter, valve, hard pipe, soft pipe
Dust filter: on the front part of vacuum pump, prevent sand into vacuum pump, it has simple type and cage bag type.
Valve: recommended using core stainless steel ball valve
Hard pipe: Generally using the seamless steel pipe, vacuum sealers use vacuum rubber
Soft pipe: palstic pipe for vacuum, flexible pipe for pouring, heat resisting: 120℃
5, Auxiliary material of V-process
5.1, Sand:Generally we use dry silica sand, recommend ZGS96-10Q-30(GB9442-880)
Requirements: SiO2: 95-98% water: <0.2% grain size: 100-200grit >75% (150grit>25%)
5.2, Plastic film
1)Forming flim, material: EVA (Ethylene Vinyl Acetate)
Requirements: EVA>17.5-19% thickness: 0.1-0.3mm
Draw ratios of horizontal and vertical are approximation, draw ratio of 50℃ should >6-8
Film is uniformity, without impurities, air bubble, pinhole and dirt.
2) Back film: material: PE (polythene), thickness: 0.04-0.05mm, no any other special requirements.
- 2018-01-04 > Vacuum casting equipment
- 2018-01-03 > 4~5t/h large distance double row air supply cupola
- 2018-01-03 > Two-shift large distance double row air supply cupola
- 2018-01-03 > Long service life large distance double row air supply cupola
- 2018-01-03 > 7~8t/h large distance double row air supply cupola
- 2018-01-03 > Two-shift large distance double row air supply cupola
- 2018-01-03 > Long service life large distance double row cold air supply cupola
- 2018-01-03 > 10~30t/h large distance double row air supply cupola
- 2018-01-03 > Two-shift large distance double row air supply cupola
- 2018-01-03 > Long service life large distance double row air supply cupola
-
 Flask for V-process
Flask for V-process -
 Water circulating system
Water circulating system -
 Dust collecting system
Dust collecting system -
 Vacuum system
Vacuum system -
 Sand preparation
Sand preparation -
 Molding system
Molding system -
 Video of vacuum casting
Video of vacuum casting -
 Industry standards of V-process
Industry standards of V-process